產(chǎn)品導(dǎo)航
PRODUCTS
推薦產(chǎn)品




聯(lián)系方式
CONTACT US

電話:0371-55682180
傳真:0371-55682180
手機(jī):136-7371-1977
郵箱:3489671897@qq.com
地址:鄭州新密市超化鎮(zhèn)工業(yè)園區(qū)
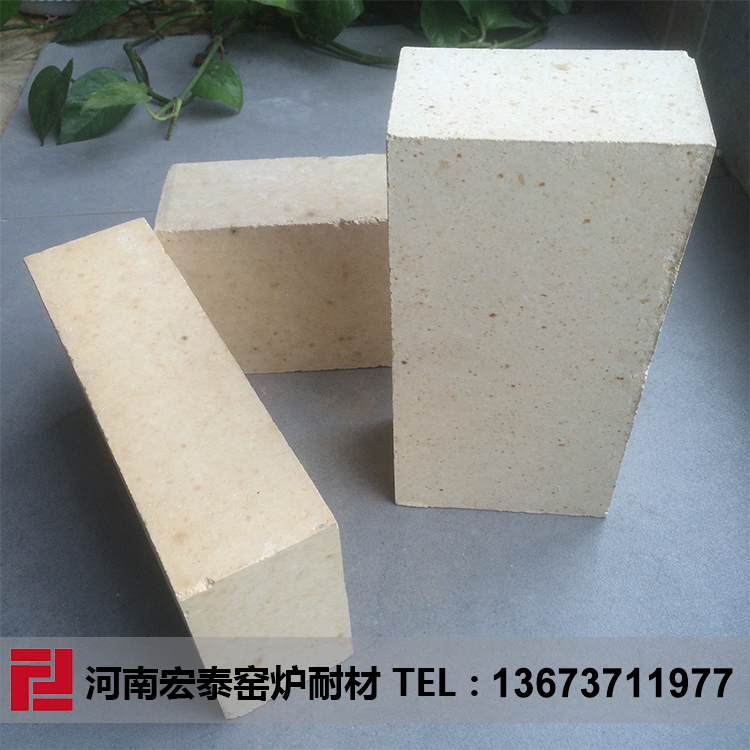
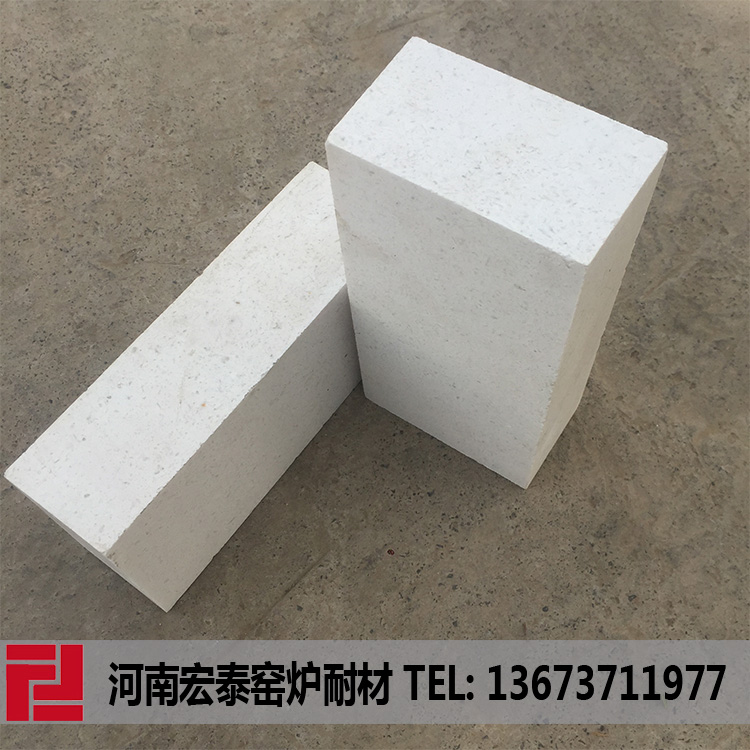
耐火澆注料




詳細(xì)說明
高強(qiáng)耐磨澆注料由高強(qiáng)骨料、粉料礦物添加劑組成,經(jīng)優(yōu)化配方設(shè)計(jì),具有耐磨損失最小,強(qiáng)度高、形狀任意可控制、整體性強(qiáng)、施工簡單、施工性能好,由于加入高分子聚合物,使其基層混凝土粘結(jié)牢固。高強(qiáng)耐磨澆注料價(jià)格便宜,對(duì)于有耐磨要求的施工部位是首選材料。
產(chǎn)品優(yōu)點(diǎn):
1、高強(qiáng)度、高抗磨、抗沖擊、抗沖刷、抗油滲
2、阻燃性好、吸水率低、抗高低溫
3、耐久性好,使用壽命長
4、施工簡便、操作快捷、易于掌握
5、整體性好、易于修補(bǔ),不易脫落
6、無毒、無味,綠色環(huán)保,對(duì)操作人員無身體損害。
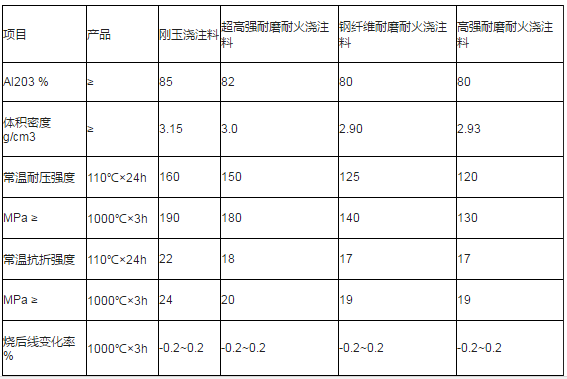
耐磨澆注料理化指標(biāo)如下:
一、水泥窯用耐磨耐火澆注料
耐磨耐火澆注料作為水泥窯用的內(nèi)襯材料得到充分的重視,新型干法水泥窯耐火材料使用部位較多,不同規(guī)格的水泥窯及系統(tǒng)的不同使用部位,對(duì)耐火材料都有不同的要求,設(shè)計(jì)配套時(shí)必須選用與其相適應(yīng)的品種,
耐磨耐火澆注料主要用在水泥窯燃燒器前端,由于該部位在窯內(nèi)始終受到氣流的充刷,尤其是下部受到的沖刷更為嚴(yán)重,而且該氣流夾著窯內(nèi)的孰料粉塵,會(huì)對(duì)燃燒器前端撞擊引起強(qiáng)烈的沖蝕磨損,從而降低設(shè)備的使用壽命,在窯頭罩頂部靠近三次風(fēng)管處,粉塵氣流沖刷相對(duì)比較嚴(yán)重;篦冷機(jī)前端頂部不公受到熟料的反彈熱沖擊,工作溫度相對(duì)較高,變化較大,篦冷機(jī)前端兩側(cè)矮墻長期通過窯口下來的高溫熟料,隨受著一定的機(jī)械壓力和熟應(yīng)力的損壞,還有就是三次風(fēng)管的拐彎處,在粉塵氣流的沖刷下也比較容易磨損,因此在這些部位應(yīng)該選用耐磨耐火性好的澆注料,為了便于施工,應(yīng)該首選耐磨耐火澆注料。
二、流化床鍋爐用耐磨耐火澆注料
為確保耐磨澆注料滿足大型循環(huán)流化床鍋爐運(yùn)行的要求,一定要選擇一家有多年成熟經(jīng)驗(yàn)有相當(dāng)研發(fā)能力,具有實(shí)驗(yàn)室研發(fā)和工藝流程研發(fā),產(chǎn)品質(zhì)量穩(wěn)定,并不斷總結(jié)經(jīng)驗(yàn),以適應(yīng)實(shí)際要求;明顯改善耐火耐磨澆注料的施工作業(yè)性能,大幅度降低作業(yè)加水量,提高了產(chǎn)品的中、高溫強(qiáng)度,使產(chǎn)品具有了更適應(yīng)循環(huán)流化床長久、高效運(yùn)行的JS高強(qiáng)耐磨澆注料技術(shù)及工藝。體現(xiàn)了高純、高壓、高溫的特點(diǎn),在工藝上視產(chǎn)品外形要求及技術(shù)指標(biāo),采用雙面加壓、振動(dòng)加壓、電動(dòng)或氣動(dòng)成形等工藝。
耐磨耐火澆注料施工質(zhì)量控制:
耐磨耐火澆注料的使用壽命,除配方外,施工過程對(duì)澆注料使用壽命舉足輕重,所以必須有一套嚴(yán)密的耐磨耐火材料的施工進(jìn)程控制體系,對(duì)不同類型的澆注料,不同的使用部位,確定有針對(duì)性的嚴(yán)密的施工工藝、施工流程、施工質(zhì)量標(biāo)準(zhǔn)及施工過程質(zhì)量跟蹤檢驗(yàn)、檢查、檢測的一整套方案。方可保證耐火耐磨材料的施工質(zhì)量,提高其使用壽命。
耐磨澆注料施工工藝:
1)高強(qiáng)耐磨澆注料的混煉。
a.高強(qiáng)耐磨澆注料一般為編織袋包裝:由混合料和結(jié)合劑組成,結(jié)合劑單獨(dú)包裝。
b.高強(qiáng)耐磨澆注料(混合料、結(jié)合劑)加入攪拌機(jī)后,先干混3min~5min使混合料、小袋內(nèi)的結(jié)合劑打開包裝后分散均勻充分混合(保持顏色一致),然后一次加足5.5%~6.5%(pH=6.5~7.5)的潔凈自來水,邊加水邊攪拌,濕混時(shí)間不得低于5min(時(shí)間應(yīng)充分保證)。水不得隨意加入,加入必須用稱量衡器(專用加水量杯)進(jìn)行稱量,嚴(yán)格控制加水量在最低限,是保證材料強(qiáng)度和各項(xiàng)性能指標(biāo)優(yōu)良的重要措施。
c.每次混煉好的高強(qiáng)耐磨澆注料必須在30min內(nèi)用完,若發(fā)現(xiàn)澆注料已結(jié)塊或失去流動(dòng)性時(shí)應(yīng)作棄料處理。已經(jīng)過配制完成的澆注料在施工過程中,不能二次加水拌和使用。
2)高強(qiáng)耐磨澆注料成型施工。
a.把混煉好的高強(qiáng)耐磨澆注料一次性加入到施工工作面后,打開振動(dòng)棒振動(dòng)至高強(qiáng)耐磨澆注料表面泛漿且無大量氣泡逸出為宜。支護(hù)模板接縫處應(yīng)用密封膠帶密封,防止漏漿,一旦有漏漿出現(xiàn)必將影響澆注料強(qiáng)度。
b.插入高強(qiáng)耐磨澆注料中的振動(dòng)棒操作者應(yīng)定崗、定人;澆注應(yīng)對(duì)稱均勻連續(xù)進(jìn)行;振搗應(yīng)用手提式振搗棒進(jìn)行機(jī)械振動(dòng)并配合人工搗制,必要時(shí)適當(dāng)振動(dòng)模板表面,振搗棒移動(dòng)間隔200mm,每次振搗時(shí)間30s左右,采取“快插”“慢抽”緩慢移動(dòng)的方法,直至表面返漿不產(chǎn)生氣泡為宜,振動(dòng)時(shí)間不宜過長,不漏振、過振。振動(dòng)完畢拔棒時(shí)應(yīng)緩慢進(jìn)行,否則會(huì)發(fā)生偏折,影響材料、強(qiáng)度和使用性能。
c.施工時(shí)最好一次澆注到所規(guī)定的厚度,振動(dòng)完全密實(shí)為止。對(duì)較厚的部位應(yīng)采用分層施工的方法,在澆注料上面一層時(shí),振動(dòng)棒應(yīng)觸及下面澆注好的料層1/3處,使上下層澆注料結(jié)合緊密。
d.施工過程中支撐澆注厚度的木塊支撐不準(zhǔn)掉入或遺留在正在澆注的模板內(nèi)。
e.已運(yùn)至工作面的高強(qiáng)耐磨澆注料必須在其初凝之前用完。已初凝的高強(qiáng)耐磨澆注料不可再使用。
3)高強(qiáng)耐磨澆注料的養(yǎng)護(hù)和拆模。a.澆注料施工完畢后溫度在20℃以下,脫模時(shí)間不得少于96h,20℃以上時(shí)不得少于48h脫模。b.澆注料潮濕養(yǎng)護(hù)后,必須進(jìn)行嚴(yán)格的熱養(yǎng)生、烘烤,待熱養(yǎng)生、烘烤合格后才能投入使用。